
Das Unternehmen verfügt über ein professionelles F & E-Team mit reicher F & E-Erfahrung für Magnesiumlegierungsgussteile mit hoher Festigkeit, großer Größe, komplexer Struktur und hohen metallurgischen Qualitätsanforderungen. Es entwickelt und produziert hauptsächlich neue ultraleichte Magnesium-Lithium- und hochfeste, hitzebeständige Magnesium-Seltenerd-Legierungs-Vakuum-Feingussteile.

Gegenüber dem traditionellen atmosphärischen Gießen hat das Vakuumgießen folgende Vorteile:
- Hohe Schmelzequalität - Vakuumguss kann den Gasgehalt im Metall minimieren und Metalloxidation verhindern. Die Verdampfung der Magnesiumlegierung mit niedrigem Schmelzpunkt wird reduziert, so dass die Verbrennungsverlustrate der Legierungslösung gering ist und es grundsätzlich keine Abweichung zwischen der tatsächlichen Zusammensetzung und der Nennzusammensetzung gibt.
- Hohe Ausbeute - wenn Gussteile gegossen werden, wird die Füll- und Zuführkapazität von geschmolzenem Metall verbessert, und die Defekte wie Oxidationsschlackeneinschluss, Spritzwasser und Poren werden reduziert und die Ausbeute verbessert.
- Gute Korrosionsbeständigkeit - da das Vakuumschmelzen saubere geschmolzene Metalle mit gleichmäßiger Zusammensetzung, ohne Flussmittel und weniger Einschlüsse erhalten kann, ist seine Korrosionsbeständigkeit im Vergleich zu herkömmlichen Produktionsgussteilen (insbesondere Magnesiumlegierungsgussteilen) stark verbessert.
- Gute mechanische Eigenschaften - eine niedrigere Gießtemperatur kann zum Gießen verwendet werden, um die Körner der Gussteile zu verfeinern und die mechanischen Eigenschaften zu verbessern. Ultraleichte Magnesium-Lithium- und hochfeste, hitzebeständige Vakuum-Präzisionsgussteile aus Magnesium-Seltenerdmetalllegierungen werden hauptsächlich in den Bereichen Luft- und Raumfahrt und Waffenausrüstung mit starken Gewichtsreduktionsanforderungen und komplexen Form- und Größenanforderungen eingesetzt, einschließlich Flugzeuggranaten, Boxen, Zylindern, Wellen Körper, Scheibe, Halterung, Raketenkabine, Skelett der Schiffskonsole und andere Teile.
|
Grad |
Dichte |
Mechanische Eigenschaften |
Wärmeleitfähigkeit |
Linearer Ausdehnungskoeffizient |
Verwendungs-/Testtemperatur |
Zustand |
Merkmale und Verwendungen |
|||
|
Härte |
Zugfestigkeit |
Streckgrenze |
Dehnung nach der Pause |
|||||||
|
ρ/g•cm-3 |
HV |
Rm/MPa |
Rp0.2/MPa |
A/% |
W/mk |
10-61/K |
°C |
|||
|
ZM1 |
1.82 |
55-65 |
≥235 |
≥140 |
≥5 |
- |
- |
25 |
T1 |
Es hat eine hohe Zugfestigkeit, Streckgrenze und Plastizität, hat aber eine große Tendenz zu thermischen Rissen. Es wird für kleine und gleichmäßig beanspruchte Teile wie Flugzeugradgussteile verwendet. |
|
ZM2 |
1.85 |
60 |
≥200 |
≥135 |
≥2 |
130.94 |
25.8 |
25 |
T1 |
Es hat eine hohe Festigkeit und mittlere Plastizität, höher als die mechanischen Eigenschaften und die Festigkeit von ZM1 bei hohen Temperaturen, und wird für Motorgehäuse, Flugzeugmotorgehäuse und andere Komponenten verwendet. |
|
ZM3 |
1.80 |
55 |
≥120 |
≥85 |
≥1,5 |
134.55 |
23.6 |
25 |
T2 |
Hohe Festigkeit und Kriechfestigkeit bei 200-300°C, geeignet für den Langzeitbetrieb im Bereich von 150-250°C oder Gussteile, die Luftdichtheit bei Raumtemperatur erfordern |
|
ZM4 |
1.82 |
58 |
≥140 |
≥95 |
≥2 |
123.56 |
23.9 |
25 |
T1 |
|
|
ZM5 |
1.81 |
78 |
≥230 |
≥100 |
≥2 |
83.9 |
26.8 |
25 |
T6 |
Hohe Zugfestigkeit und Streckgrenze nach Wärmebehandlung, Allzweckgussteile für beanspruchte Bauteile wie Flugzeuge, Triebwerke oder Elektronik |
|
ZM6 |
1.77 |
70 |
≥230 |
≥135 |
≥3 |
89.59 |
23.2 |
25 |
T6 |
Hochfeste und hitzebeständige Magnesiumlegierung, mechanische Eigenschaften bei hoher Raumtemperatur und mittlere Plastizität, die für die Herstellung von Hubschrauber-Reduziergehäusen, Flugzeugflügelrippen und anderen Teilen verwendet werden |
|
ZM10 |
1.81 |
78 |
≥230 |
≥130 |
≥1 |
89.3 |
26.1 |
25 |
T6 |
Hohe Zugfestigkeit und Streckgrenze nach Wärmebehandlung, Allzweckgussteile für beanspruchte Bauteile wie Flugzeuge, Triebwerke oder Elektronik |
Qualität, Zusammensetzung und mechanische Eigenschaften von Gussteilen aus Magnesiumlegierungen
Gussqualität und chemische Zusammensetzung aus Magnesiumlegierungen
|
Legierungsqualität |
Al |
Zn |
Mn |
RE |
Zr |
Nd |
Si |
Fe |
Cu |
Ni |
|
ZM1 |
0.02 |
3.5-5.5 |
— |
— |
0.5-1.0 |
— |
— |
— |
0.10 |
0.01 |
|
ZM2 |
— |
3.5-5.0 |
0.15 |
0.75-1.75 |
0.4-1.0 |
— |
— |
— |
0.10 |
0.01 |
|
ZM3 |
— |
0.2-0.7 |
— |
2.5-4.0 |
0.4-1.0 |
— |
— |
— |
0.10 |
0.01 |
|
ZM4 |
— |
2.0-3.1 |
— |
2.5-4.0 |
0.5-1.0 |
— |
— |
— |
0.10 |
0.01 |
|
ZM5 |
7.5-9.0 |
0.2-0.8 |
0.15-0.5 |
— |
— |
— |
0.30 |
0.05 |
0.10 |
0.01 |
|
ZM6 |
— |
0.1-0.7 |
— |
— |
0.4-1.0 |
2.0-2.8 |
— |
— |
0.10 |
0.01 |
|
ZM10 |
9.0-10.7 |
0.6-1.2 |
0.1-0.5 |
— |
— |
— |
0.30 |
0.05 |
0.10 |
0.01 |
Executive Standard: National Standard der Volksrepublik China "GB / T 13820-2018 Magnesium Alloy Castings"
Gießeigenschaften von Magnesiumlegierungen
|
Grad |
Zustand der Wärmebehandlung |
Mechanische Eigenschaften |
||
|
Zugfestigkeit Rm/MPa |
Streckgrenze Rp0.2/MPa |
Dehnung nach Bruch A/% |
||
|
ZM1 |
T1 |
235 |
140 |
5.0 |
|
ZM2 |
T1 |
200 |
135 |
2.5 |
|
ZM3 |
F |
120 |
85 |
1.5 |
|
T2 |
120 |
85 |
1.5 |
|
|
ZM4 |
T1 |
140 |
95 |
2.0 |
|
ZM5 |
F |
145 |
75 |
2.0 |
|
T1 |
155 |
80 |
2.0 |
|
|
T4 |
230 |
75 |
6.0 |
|
|
T6 |
230 |
100 |
2.0 |
|
|
ZM6 |
T6 |
230 |
135 |
3.0 |
|
ZM10 |
F |
145 |
85 |
1.0 |
|
T4 |
230 |
85 |
4.0 |
|
|
T6 |
230 |
130 |
1.0 |
|
2.3.1.1 Produktstruktur und technologischer Prozess
- Produktstruktur
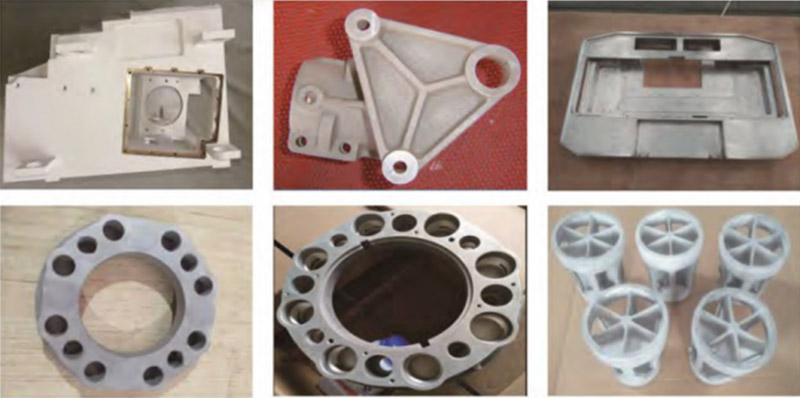
Wir können kleine, mittlere und große ultraleichte Magnesium-Lithium- und hochfeste, hitzebeständige Magnesium-Seltenerd-Vakuum-Präzisionsgussteile entwickeln. Die Produktstruktur ist in der folgenden Abbildung dargestellt:

Produktstrukturdiagramm für Company Casting
- Produktentwicklungsprozess
Sandgussverfahren
Die Sandguss-Produktionslinie kann mittelgroße und große Aluminium- und Magnesiumlegierungsgussteile mit einem Einzelrohlingsgewicht von weniger als 1 t und einer Wandstärke von mindestens 3 mm herstellen.
Der Prozessablauf des Sandgusses ist: Der Nachbearbeitungsprozess von Gussteilen ist im Allgemeinen:
Sandgussprozess-Flussdiagramm Nachbearbeitungsprozess Flussdiagramm von Gussteilen
(1) Feingussverfahren:
Die Feinguss-Produktionslinie kann kleine und mittelgroße Magnesiumlegierungsgussteile mit einem einzigen Platinengewicht von nicht mehr als 100 kg, einer dünnsten Wandstärke von nicht weniger als 2 mm und hohen Anforderungen an die Oberflächenqualität herstellen. Der Prozessablauf des Vakuum-Feingusses ist wie folgt:
Flussdiagramm des Vakuum-Feingussprozesses
2.3.1.1 Gehäuseanzeige
Magnesiumlegierung Vakuum-Feinguss ZM5 gegossene Magnesiumlegierung hat gute Fließfähigkeit, Schweißbarkeit, geringe Heißrissneigung, nach der Lösungsalterungsbehandlung, hat es hohe Zugfestigkeit und Plastizität, mittlere Streckgrenze, kann als erzwungene Komponenten verwendet werden, wie Flugzeugschotten, Empfänger, Raketenhalterungen, etc. Unser Unternehmen hat spezielle Oberflächenschicht-Formschalenmaterialien entwickelt, die den gesamten Prozess der Verarbeitung realisieren können: Die Herstellung von Formschalen kann nach den Zeichnungen des Kunden durchgeführt werden, vakuumfreies Flussmittelschmelzen wird verwendet, und Gussrohlinge werden in Kombination mit dem Feingussverfahren hergestellt, und dann werden Bearbeitung und Oberflächenbehandlung durchgeführt. Darüber hinaus erreicht die Oberflächenrauheit der nicht bearbeiteten Oberfläche der von unserer Firma hergestellten Gussteile Ra3.2, die Maßtoleranz beträgt CT6, die Korrosionsbeständigkeit der Produkte wird verbessert, die Verarbeitungskosten werden gesenkt und die Produktionseffizienz wird verbessert. Material: ZM5 Dichte: 1,79 ~ 1,81 g / cm3 Mechanische Eigenschaften: Rm: 240-270MPa, A: 4-6% Wärmeleitfähigkeit: 78,5 W / (m-C) Spezifische Wärmekapazität: 1047J / (kg-C)
Schmiedeteile aus Magnesiumlegierungen
Zugmechanische Eigenschaften von magnesiumlegierungsfreien Schmiedeteilen
|
Grad |
Lieferstatus |
Status der Stichprobe |
Gewicht kg |
Abtastrichtung |
Ergebnisse der Raumtemperatur-Zugprüfung |
Vickers-Härte/ HV |
||
|
Zugfestigkeit Rm /MPa |
Gibt die nicht proportionale Erweiterung an. Stärke Rp0.2 /MPa |
Dehnung nach der Pause /A % |
||||||
|
LZ91 |
H |
H |
≤300 |
L |
130 |
95 |
25 |
45-55 |
|
LA-91 |
H |
H |
≤300 |
L |
135 |
100 |
20 |
45-55 |
|
LA141 |
H |
H |
≤300 |
L |
130 |
95 |
20 |
45-50 |
|
LAZ-931 |
H |
H |
≤300 |
L |
175 |
135 |
10 |
55-60 |
|
LAZ-933 |
H |
H |
≤300 |
L |
185 |
145 |
8 |
55-60 |
|
MA-18 |
H |
H |
≤300 |
L |
175 |
135 |
30 |
50-55 |
|
MA21 |
H |
H |
≤300 |
L |
205 |
165 |
10 |
60-70 |
|
AZ31B |
H12 |
H12 |
≤300 |
L |
235 |
140 |
5 |
50-60 |
|
ZK61M (MB15) |
T5 |
T5 |
≤300 |
L |
275 |
195 |
5 |
65-75 |
|
MB25 |
T5 |
T5 |
≤300 |
L |
305 |
240 |
6 |
65-75 |
|
MB26 |
T5 |
T5 |
≤300 |
L |
325 |
245 |
5 |
65-75 |
|
WE43 |
T5 |
T5 |
≤300 |
L |
263 |
181 |
2.7 |
70-77 |
|
VW63 |
T5 |
T5 |
≤300 |
L |
278 |
195 |
15.5 |
70-85 |
|
VW94 |
T5 |
T5 |
≤300 |
L |
390 |
362 |
2.76 |
90-130 |
|
Executive-Standard |
Nationaler Standard der Volksrepublik China "GBn 250-85" Nationaler Standard der Volksrepublik China "GB/T 37596-2019" |
|||||||